| Меню сайта |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |  |  |
Вторник, 22.10.2024, 07:29 Приветствую Вас Гость | RSS |
| Главная | Регистрация | Вход | |||
| ТО и ремонт автомобилей Узнай всё про автомобиль | |||
Дуговая наплавка под флюсом
Способ широко применяется для восстановления цилиндрических и плоских поверхностей деталей.
Это механизированный способ наплавки, при котором совмещены два основных движения электрода — это его подача по мере оплавления к детали и перемещение вдоль сварочного шва.
Сущность способа наплавки под флюсом заключается в том, что в зону горения дуги автоматически подаются сыпучий флюс и электродная проволока.
Под действием высокой температуры образуется газовый пузырь, в котором существует дуга, расплавляющая металл.
Часть флюса плавится, образуя вокруг дуги эластичную оболочку из жидкого флюса, которая защищает расплавленный металл от окисления, уменьшает разбрызгивание и угар.
При кристализации расплавленного металла образуется сварочный шов.
Преимущества способа:
возможность получения покрытия заданного состава, т. е. легирования металла через проволоку и флюс и равномерного по химическому составу и свойствам;
защита сварочной дуги и ванны жидкого металла от вредного влияния кислорода и азота воздуха;
выделение растворенных газов и шлаковых включений из сварочной ванны в результате медленной кристализации жидкого металла под флюсом;
возможность использования повышенных сварочных токов, которые позволяют увеличить скорость сварки, что способствует повышению производительности труда в 6...8 раз;
экономичность в отношении расхода электроэнергии и электродного металла;
отсутствие разбрызгивания металла благодаря статическому давлению флюса;
возмож¬ность получения слоя наплавленного металла большой толщины (1,5...5 мм и более);
независимость качества наплавленного металла от квалификации исполнителя;
лучшие условия труда сварщиков ввиду отсутствия ультрафиолетового излучения;
возможность автоматизации технологического процесса.
Недостатки способа:
значительный нагрев детали;
невозможность наплавки в верхнем положении шва и деталей диаметром менее 40 мм из-за стекания наплавленного металла и трудности удержания флюса на поверхности детали;
сложность применения для деталей сложной конструкции, необходимость и определенная трудность удаления шлаковой корки;
возможность возникновения трещин и образования пор в наплавленном металле.
Режим наплавки определяется силой тока, напряжением, скоростью наплавки, материалом электродной проволоки, ее диаметром и скоростью подачи, маркой флюса и перемещением электрода, шагом наплавки.
Силу тока определяют по таблицам или по формуле:

При наплавке сварку обычно ведут постоянным током обратной полярности.
Напряжение сварочной дуги задают в пределах 25...35 В, скорость наплавки составляет 20...25 м/ч, подачи проволоки — 75...180 м/ч.
Вылет электрода и шаг наплавки зависят от диаметра проволоки и определяются по формулам:

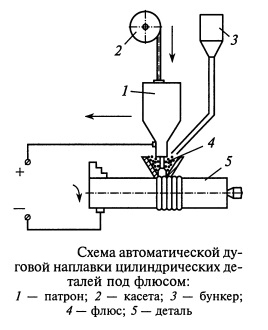 Деталь 5 устанавливают в патроне или центрах специально переоборудованного токарного станка, а наплавочный аппарат на его суппорте.
Деталь 5 устанавливают в патроне или центрах специально переоборудованного токарного станка, а наплавочный аппарат на его суппорте.
Электродная проволока подается из кассеты 2 роликами подающего механизма наплавочного аппарата в зону горения электрической дуги.
Движение электрода вдоль сварочного шва обеспечивается вращением детали, а по длине наплавленной поверхности продольным движением суппорта станка.
Наплавка производится винтовыми валиками с взаимным их перекрытием примерно на 1/3.
Сыпучий флюс 4, состоящий из отдельных мелких крупиц, в зону горения дуги поступает из бункера 3.
Под воздействием высокой температуры часть флюса плавится, образуя вокруг дуги эластичную оболочку, которая надежно защищает расплавленный металл от действия
кислорода и азота.
 После того как дуга переместилась, жидкий металл твердеет вместе с флюсом, образуя на наплавленной поверхности ломкую шлаковую корку.
После того как дуга переместилась, жидкий металл твердеет вместе с флюсом, образуя на наплавленной поверхности ломкую шлаковую корку.
Флюс, который не расплавился, может быть снова использован.
Электродная проволока подается с некоторым смещением от зенита «е» наплавляемой поверхности в сторону, противоположную вращению детали.
Это предотвращает отекание жидкого металла сварочной ванны.
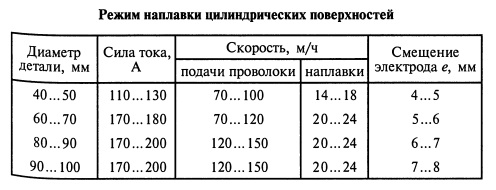
Режимы наплавки устанавливаются в зависимости от диаметра наплавляемой поверхности детали.
Для наплавки используются наплавочные головки А-580М, ОКС- 5523, А-765 или наплавочные установки СН-2, УД-209 и другие.
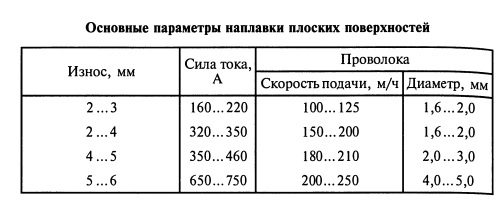
При наплавке плоской поверхности наплавочная головка или деталь совершает поступательное движение со смещением электродной проволоки на 3...5 мм поперек движения после наложения шва заданной длины.
Наплавку шлицев производят в продольном направлении путем заплавки впадин, устанавливая конец электродной проволоки на середине впадины между шлицами.
Твердость и износостойкость наплавленного слоя в основном зависят от применяемой электродной проволоки и марки флюса.
Для наплавки используют электродную проволоку: для низкоуглеродистых и низколегированных сталей — из мало-углеродистых (Св-08, Св-08А), марганцовистых (Св-08Г, Св-08ГА, Св-15Г) и кремниймарганцовистых (Св-08ГС, Св- 08Г2С, Св-12ГС) сталей; с большим содержанием углерода — Нп-65Г, Нп-80, Нп-ЗОХГСА, Нп-40Х13 и др.
В зависимости от способа изготовления флюсы для автоматической наплавки делят на плавленые, керамические и флюсы-смеси.
Плавленые флюсы содержат стабилизирующие и шлакообразующие элементы, но в них не входят легирующие добавки, поэтому они не могут придавать слою, наплавленному малоуглеродистой, марганцовистой и кремниймарганцовистой проволоками, высокую твердость и износостойкость.
Из плавленых флюсов наиболее распространены АН-348А, АН-60, ОСу-45, АН-20, АН-28.
Керамические флюсы (АНК-18, АНК-19, АНК-30, КС-Х14Р, ЖСН-1), кроме стабилизирующих и шлакообразующих элементов, содержат легирующие добавки, главным образом в виде ферросплавов (феррохрома, ферротитана и др.), дающие слою, наплавленному малоуглеродистой проволокой, высокую твердость без термообработки и износостойкость.
Флюсы-смеси состоят из плавленого флюса АН-348 с порошками феррохрома, графита, а также жидкого стекла.
Для наплавки деталей с большим износом рекомендуется применять автоматическую наплавку порошковой проволокой, в состав которой входят феррохром, ферротитан, ферромарганец, графитовый и железные порошки.
Используют два типа порошковой проволоки: для наплавки под флюсом и для открытой дуги без дополнительной защиты.
Режимы наплавки зависят от марки проволоки и диаметра детали.
Разбрызгивание электродного материала во время наплавки можно уменьшить, используя постоянный ток низкого напряжения (20...21В).
Выпускаются проволоки для сварки и наплавки как стальных, так и чугунных деталей (ПП-АН1, ПП-1ДСК и др.)
При наплавке могут возникнуть дефекты:
неравномерность ширины и высоты наплавленного валика из-за износа мундштука или подающих роликов, чрезмерного вылета электрода;
наплыв металла вследствие чрезмерной силы сварочного тока или недостаточного смещения электродов от зенита;
поры в наплавленном металле из-за повышенной влажности флюса (его необходимо просушить в течение 1...1,5 ч при температуре 250...300°С).
В ремонтном производстве наплавку под флюсом применяют для восстановления шеек коленчатых валов, шлицевых поверхностей на различных валах и других деталей автомобиля.
| Copyright avtomeh.ucoz.net © 2024 |
