


Электродуговая наплавка неплавящимся электродом (вольфрамовым) в среде аргона
Этот способ наплавки широко используется для восстановления алюминиевых сплавов и титана.
Сущность способа — электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью.
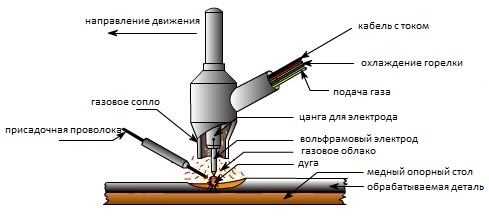
В зону сварки подается защитный газ — аргон, а присадочный материал — проволока (так же, как при газовой сварке).
Аргон надежно защищает расплавленный металл от окисления кислородом воздуха.
Наплавленный металл получается плотным, без пор и раковин.
Добавление к аргону 10...12% углекислого газа и 2...3 % кислорода способствует повышению устойчивости горения дуги и улучшению формирования наплавленного металла.
Благодаря защите дуги струями аргона (внутренняя) и углекислого газа (наружная) в 3...4 раза сокращается расход аргона при сохранении качества защиты дуги.
К преимуществам способа относятся:
высокая производительность процесса (в 3...4 раза выше, чем при газовой сварке);
высокая механическая прочность сварного шва;
небольшая зона термического влияния;
снижение потерь энергии дуги на световое излучение, так как аргон задерживает ультрафиолетовые лучи.
К недостаткам:
высокая стоимость процесса (в 3 раза выше, чем при газовой сварке).
Режим сварки определяется двумя основными параметрами: силой тока и диаметром электрода.
Силу сварочного тока выбирают исходя из толщины стенки свариваемой детали (чем тоньше стенка, тем меньше сила сварочного тока) и составляет 100...500 А.
Диаметр вольфрамового электрода составляет 4...10 мм.
Устойчивость процесса наплавки и хорошее формирование наплавленного металла позволяют вести процесс на высоких скоростях — до 150 м/ч и выше.
Для наплавки в среде защитных газов применяют специальные автоматы и установки АГП-2, АДСП-2, УДАР-300, УДГ-501; полуавтоматы А-547Р, Л-537, ПШП-10; преобразователи ПСГ-350, ПСГ-500.
