


Электроконтактная приварка ленты (проволоки)
Сущность процесса — точечная приварка стальной ленты (проволоки) к поверхности детали в результате воздействия мощного импульса тока.
В точке сварки происходит расплавление металла ленты (проволоки) и детали.
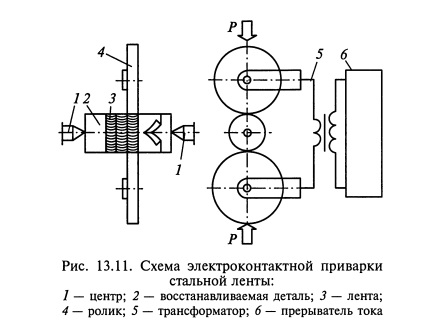
Деталь 2 устанавливают в центрах 1 или патроне, а сварочная головка с роликами 4.
Лента (проволока) плотно прижимается роликами посредством пневмоцилиндров.
Подвод тока к роликам производится от трансформатора 5.
Требуемая длительность цикла обеспечивается прерывателем тока.
Ленту приваривают ко всей изношенной поверхности или по винтовой линии в процессе вращения детали.
Скорость вращения детали пропорциональна частоте импульсов и продольному перемещению сварочной головки.
Преимущества способа:
высокая производительность процесса (в 2,5 раза превосходит вибродуговую наплавку);
малое тепловое воздействие на деталь (не более 0,3 мм);
небольшая глубина плавления;
незначительный расход материала (в 4...5 раз превосходит вибродуговую наплавку);
возможность получения неплавленного металла с любыми свойствами;
благоприятные санитарно-производственные условия работы сварщика.
Недостаток — ограниченность толщины наплавленного слоя и сложность установки.
Способ электроконтактной приварки ленты используется для восстановлении поверхностей валов, а также отверстий в чугунных и стальных деталях, в том числе корпусных.
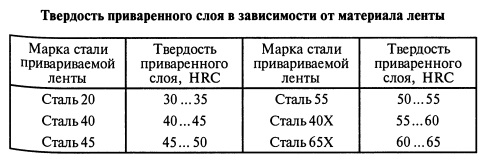
Твердость, износостойкость и прочность сцепления ленты с деталью зависят от марки стали ленты.
Высокую твердость обеспечивают ленты из хромистых и марганцевых сталей.
Толщина ленты берется в пределах 0,3...1,5 мм.
Усилие прижатия роликов при приварки ленты 1,3...1,6 кН.
Ролики (электроды) изготавливают из специальных медных сплавов, бронзы (БрНБТ, ХКд-0,5-0,3, БрХ, БрХЦр-0,6-0,05), сплава Мц-4, меди М-1.
Для восстановления деталей применяют установки «Ремдеталь»:
011-1-02 и ОКС-12296-ГОСНИТИ — для шеек валов;
011-1-05 — для резьбовых участков валов малого диаметра и поверхностей деталей типа «вал»;
011-1-06 — для внутренних поверхностей гильз цилиндров;
011-1-11 — коренных опор блоков цилиндров.
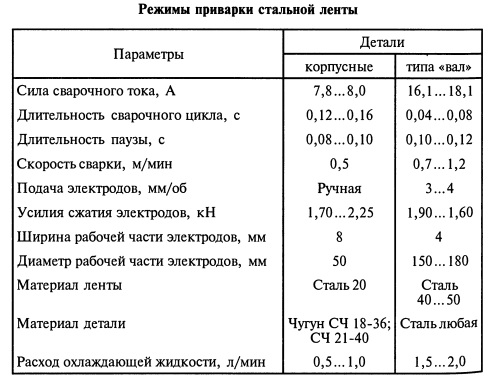
Режим приварки определяется показателями:
электрическими — сила сварочного тока и длительность сварочного цикла. Малая сила тока не обеспечивает надежной приварки, а большая сила тока приводит к образованию на поверхности детали пор и трещин;
механическими — частота вращения, подача электродов, усилие сжатия электродов.
Подачу электродов, частоту вращения детали, продолжительность сварочного цикла подбирают из условия получить 6...7 сварочных точек на 1 см длины шва (подбирают на эталонных образцах при постоянной скорости вращения).
Подача электрода обеспечивает перекрытие сварных точек: малое перекрытие ухудшает свариваемость ленты с основным металлом, а повышенное — увеличивает зону отпуска, что снижает твердость приваренного слоя.
Недостаточное усилие сжатия электродов на поверхности ленты и детали приводит к эрозионному разрушению, сопровождающемуся сильным искрением в зоне контакта; большое усилие сжатия электродов приводит к деформации электродов и снижению их стойкости.
Для деталей типа «вал» диаметром 30...50 мм рекомендуются следующие режимы приварки ленты толщиной 0,44 мм:
частота вращения — 5 мин-1;
подача сварочной головки — 3 мм/мин;
усилие сжатия электродов — 1,5 кН;
количество охлаждающей жид¬кости — 1,5 л/мин.
Роль охлаждающей жидкости — это охлаждение роликов сварочной головки и эффективный отбор теплоты из зоны приварки.
Твердость восстанавливаемой поверхности достигает 55 HRC и более.
