


Газовая сварка и наплавка
Сущность процесса — это расплавление свариваемого и присадочного металла пламенем, которое образуется при сгорании горючего газа в смеси с кислородом.
В качестве горючего газа используют ацетилен, что позволяет обеспечить температуру пламени 3100...3300 °С.
Ацетилен получают с помощью ацетиленовых генераторов, а кислород сохраняют и транспортируют в стальных баллонах вместимостью 40 л под давлением 15 МПа.
Сварку и наплавку осуществляют сварочными горелками.
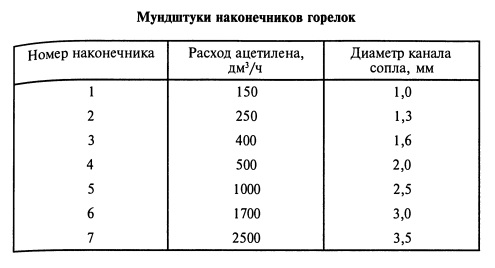
Мощность пламени характеризуется массовым расходом ацетилена, зависящим от номера наконечника горелки.
Расход ацетилена можно определить по формуле
А = SR', где S — толщина детали, мм; R' — коэффициент, характеризующий удельный расход ацетилена на 1 мм толщины детали, м3/(ч-мм) (для чугуна R' — 0,11 ...0,14; для стали — 0,10...0,12; для латуни — 0,12...0,13; для алюминия — 0,06...0,10).
Расход кислорода на 10...20% больше, чем ацетилена.
При ручной сварке пламя направляют на свариваемые кромки так, чтобы они находились в восстановительной зоне на расстоянии 2...6 мм от конца ядра.
Конец присадочной проволоки также держат в восстановительной зоне или в сварочной ванне.
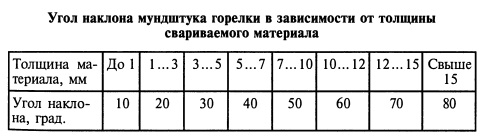
Угол наклона ее мундштука горелки к поверхности свариваемого металла зависит:
от толщины соединяемых кромок изделия.
от теплопроводности металла (чем толще металл и чем больше его теплопроводность, тем угол наклона мундштука горелки должен быть больше, что способствует более концентрированному нагреву металла вследствие подведения большего количества теплоты).
Существуют два основных способа газовой сварки.
Правый.
Процесс сварки ведется слева направо, горелка перемещается впереди присадочного прутка, а пламя направлено на формирующийся шов.
В результате происходит хорошая защита сварочной ванны от воздействия атмосферного воздуха и замедленное охлаждение сварного шва.
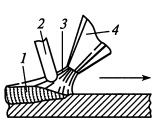
Такой способ позволяет получить швы высокого качества.
Применяют при сварке металла толщиной более 5 мм.
Пламя горелки ограничено с двух сторон кромками изделия, а позади — наплавленным валиком, что значительно уменьшает рассеивание теплоты и повышает степень ее использования.
Этим способом легче сваривать потолочные швы, так как в этом случае газовый поток пламени направлен непосредственно на шов и тем самым препятствует вытеканию металла из сварочной ванны.
Левый.
Процесс сварки выполняют справа налево, горелка перемещается за присадочным прутком, а пламя направляется на несваренные кромки и подогревает их, подготавливая к сварке.
Пламя свободно растекается по поверхности металла, что снижает опасность его пережога.
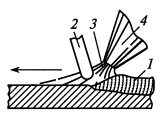
Способ позволяет получить внешний вид шва лучше, так как сварщик отчетливо видит шов и может получить его равномерным по высоте и ширине, что особенно важно при сварке тонких листов.
Этим способом осуществляют сварку: вертикальных швов снизу вверх; на вертикальных поверхностях горизонтальными швами выполняют сварку, направляя пламя горелки на заваренный шов.
Для получения сварного шва с высокими механическими свойствами необходимо качественно произвести подготовку свариваемых кромок, которая состоит в очистке их от масла, окалины и других загрязнений на ширину 20...30 мм с каждой стороны шва; разделку под сварку, которая зависит от типа сварного соединения; прихватки короткими швами, длина, количество и расстояние между ними зависит от толщины металла, длины и конфигурации шва.
При толщине металла до 6... 8 мм применяют однослойные швы, до 10 мм — двухслойные, более 10 мм — трехслойные и более.
Перед наложением очередного слоя поверхность предыдущего слоя необходимо хорошо очистить металлической щеткой.
Сварку выполняют короткими участками, стыки валиков в слоях не должны совпадать.
При однослойной сварке зона нагрева больше, чем при многослойной.
При наплавке очередного слоя проводят отжиг нижележащих слоев.
Диаметр присадочной проволоки при сварке левым способом металла толщиной до 15 мм равен d = S/2 + 1, где S — толщина свариваемой стали (мм), при правом способе — половине толщины свариваемого металла.
При сварке металла толщиной более 15 мм применяют проволоку диаметром 6...8 мм.
После сварки, чтобы металл приобрел достаточную пластичность и мелкозернистую структуру, необходимо провести проковку металла шва в горячем состоянии и последующую нормализацию при температуре 800...900°С.
