


Гильзы цилиндров
Гильзы цилиндров относятся к классу «полых стержней».
Их изготавливают из серого чугуна СЧ 18—36,СЧ 22—44,специального чугуна.
Основные дефекты гильз:
износ зеркала цилиндра;
износ, изменение формы и взаимного расположения верхнего и нижнего установочных поясков относительно оси цилиндра;
сколы и трещины любого размера и расположения;
отложения накипи на поверхности, омываемой водой;
отложения накипи на поверхностях посадочных поясков;
коробление, отколы, глубокие задиры или потеря натяга вставки гильзы.

При наличии сколов или трещин любого размера и расположения гильзы выбраковывают.
Коррозионный износ и деформацию поясков гильзы устраняют железнением (предварительное шлифование, нанесение покрытия и окончательное шлифование до исходного размера) или плазменным напылением с последующим оплавлением покрытия (пре¬варительное шлифование, струйная обработка, несение покрытия, оплавление покрытия кислородным пламенем, окончательное шлифование восстановленных поясков).
Износ зеркала цилиндра устраняется растачиванием с последующим хонингованием под один из ремонтных размеров и постановкой ДРД.
Для растачивания зеркала гильза цилиндров устанавливается в приспособление, в котором она базируется посадочными поясками.

Растачивание гильз производится под один из ремонтных размеров на алмазно-расточном станке 2А78Н резцами, оснащенными пластинками из эльбора или твердого сплава ВК6.
Режим резания: подача — 0,03...0,05 мм/об; скорость резания — 80...100 м/мин; глубина резания — 0,015...0,2 мм.
После растачивания отверстие гильзы обрабатывают на хонинговальных станках ЗГ833 и 3A83C-33.
Черновое хонингование производят брусками КЗ 1 ОСТ 1 К или алмазными брусками АС6М1 100%-ной концентрации с содержанием алмазов в бруске 3,5 карата.
Чистовое хонингование ведут брусками КЗМ20СМ1К или алмазными брусками АСМ20М1 100 %-ной концентрации.
Хонингование ведут при режимах: окружная скорость — 60...80 м/мин; возвратно-поступательная скорость — 15...25 м/мин; давление на бруски — 0,5... 1,0 МПа (черновое хонингование) и 0,4...0,6 МПа (чистовое); СОЖ — керосин; припуск на черновое хонингование — 0,05...0,07 мм, а на чистовое — 0,01...0,03 мм.
При восстановлении гильз постановкой ДРД используются легкосъемные пластины из стали 65Г, У10А или 60 С2А.
Ленты толщиной 0,5; 0,6; 0,7 мм разрезаются на пластины в размер, обусловленный диаметром расточенной гильзы с учетом припуска под шлифование торцов.
Глубина растачивания определяется конструктивными параметрами гильзы и ходом поршня.
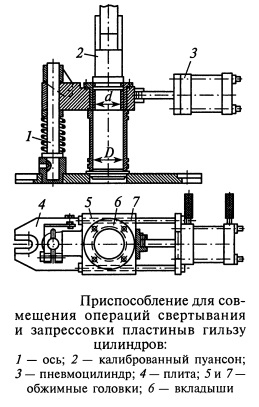
После обработки торцов пластину помещают между обжимными головками 5 и 7 и, включив пневмоцилиндр 3, обжимают и свертывают пластину во втулку.
С помощью штока пресса и калиброванного пуансона 2 запрессовывают втулку в гильзу цилиндров.
В каждую гильзу последовательно запрессовывают две пластины определенной ширины.
Стыковые зазоры пластин должны быть разведены в противоположные стороны (на 180°).
Благодаря упругим свойствам и небольшой толщине пластины плотно прилегают к поверхности отверстия.
Пластины друг к другу должны быть прижаты по торцу усилием в 10...12 раз больше, чем усилие запрессовки их в цилиндр.
Превышение длины пластин по сравнению с расчетной приводит к их выпучиванию внутрь гильзы.
Гильзы с запрессованными пластинами подвергаются черновому и чистовому хонингованию.
