| Меню сайта |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |  |  |
Вторник, 29.10.2024, 22:06 Приветствую Вас Гость | RSS |
| Главная | Регистрация | Вход | |||
| ТО и ремонт автомобилей Узнай всё про автомобиль | |||
Головки цилиндров
Головки цилиндров относятся к классу «корпусных деталей с толстыми стенками».
Их изготавливают из алюминиевого сплава АЛ4, из легированного чугуна.
Основные дефекты головок блока.
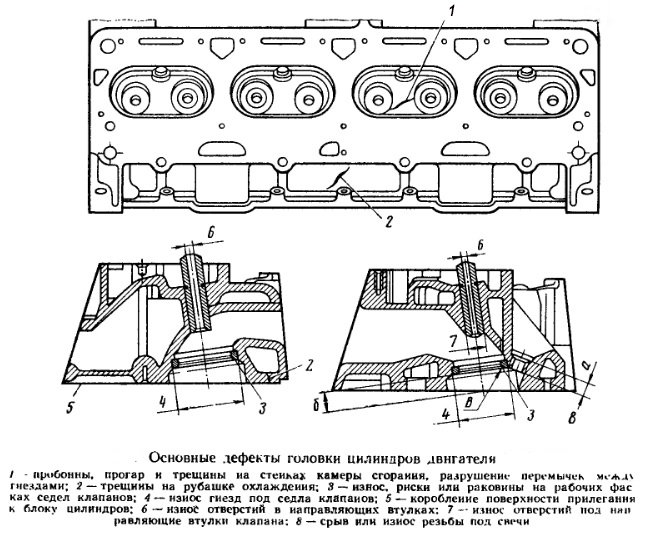
Пробоины, прогар и трещины на стенках камеры сгорания, разрушение перемычек между гнездами являются выбраковочными признаками.
Трещины на рубашке охлаждения и на поверхности прилегания к блоку цилиндров устраняют заваркой с использованием аргонно-дуговой сварки.
В качестве присадочного материала используют проволоку Св-АК12 0 4 мм.
Дефектные фаски в седлах клапанов шлифуют у выпускных под углом 45°, у впускных 60° (45°) к оси направляющих втулок и затем притирают к ним клапаны.
В качестве притирочного материала используют электрокорунд, карбид кремния, корборунд, приготавливая на их основе притирочные пасты.
Оправки для шлифовальных кругов и стержни клапанов центрируют по предварительно обработанной направляющей втулке.
Фаску седла клапана шлифуют и притирают «как чисто» и проверяют конусным калибром.
При снижении калибра на величину более 1,0 мм седла заменяют.
Замену сед-ла осуществляют также при ослаблении посадки его в гнезде головки цилиндров.
При этом отверстие под седло растачивают под ремонтный размер. Расточку отверстия ведут на определённую глубину, базируя резцовую головку по отверстию в направляющей втулке клапана.
При запрессовке седел рекомендуется головку нагреть, а седла охлаждать в среде сжиженного азота.
Коробление поверхности прилегания к блоку цилиндров устраняют обработкой ее на вертикально-фрезерном станке фрезой с вставными ножами из сплава ВБ8.
Плоскость разъема фрезеруют («как чисто».
Износ отверстий в направляющих втулках клапанов устраняют развертыванием под ремонтный размер, а при повторном ремонте — заменой втулок с последующим развертыванием под размер по рабочему чертежу.
Ремонтные втулки маркируют по выступающей части зеленой краской.
При износе отверстий под направляющие втулки более допустимого размера их восстанавливают развертыванием под один из ремонтных размеров с последующей запрессовкой втулок тех же ремонтных размеров, которые клеймят Р1 или Р2.
Срыв или износ резьбы под свечи устраняют постановкой ввертышей ДРД.
Неравномерный износ поверхностей под свечи устраняют их цекованием.
После ремонта головки цилиндров необходимо испытать водой или воздухом.
| Copyright avtomeh.ucoz.net © 2024 |
