


Клапаны, толкатели, штанги, коромысла
Клапаны относятся к классу «круглых стержней с фасонной поверхностью» и изготавливаются:
впускные из стали 40Х10С2М, из стали 40Х9С2; из стали 40Х9СМ2;
выпускные — из стали ЭИ-992, из стали ЭП-303, из стали 4Х14Н14В2М, из стали 5Х20НЧАГ9М.
Рабочие фаски клапанов имеют жаростойкую наплавку.
Некоторые впускные клапаны имеют полость, заполненную для лучшего охлаждения головки металлическим натрием.
Стержень клапана покрыт слоем хрома толщиной 0,002..0,006 мм для повышения износостойкости.
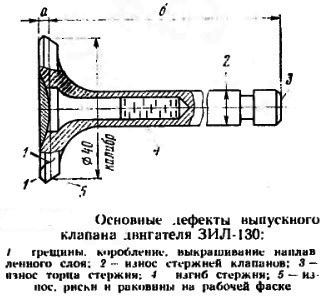
Основные дефекты клапанов.
Трещины или выгорание и коробление тарелки клапана являются браковочными признаками.
Изношенные стержни с небольшим износом ремонтируют железнением или хромированием с последующим шлифованием их на бесцентрово-шлифовальном станке шлифовальным кругом до ремонтного размера.
При последующем ремонте клапаны перешлифовывают под размер по рабочему чертежу.
Клапаны ремонтного размера клеймят индексом Р на торцевой поверхности.
Изношеный торец стержня шлифуют «как чисто» на заточном станке шлифовальным кругом.
Изгиб стержня устраняют правкой на плите вручную.
При этом непрямолинейность стержня должна быть не более 0,020 (0,010) мм.
Износ риски и раковины на рабочей фаске устраняют шлифованием на специальном станке шлифовальным кругом «как чисто».
Угол фаски впускного клапана 60° (45°), выпускного 45°.
Толкатели клапанов ЗИЛ и ЗМЗ поршневого типа, КамАЗ — грибкового с наплавленной пятой; толкатели ЯМЗ — роликовые, рычажные качающегося типа.
Изготавливаются все толкатели, кроме ЯМЗ, из стали 35; ЯМЗ — из стали 45Х; пята и ролик из стали ШХ-15; ось ролика — из стали 15ХФ, HRC около 60.
Твердость наплавки толкателя HRC не менее 60, цилиндрической части не менее HRC 35.
Основные дефекты:
выкрашивание наплавки или износ пяты и износ юбки толкателя.
Дефекты наплавки устраняют шлифованием пяты «как чисто» с выдерживанием радиуса сферы до устранения просвета между пятой и шаблоном.
Износ юбки устраняют железнением с последующей шлифовкой на бесцентровошлифовальном станке под увеличенный ремонтный размер.
При последующем ремонте юбка шлифуется под размер рабочего чертежа.
Штанги толкателей клапанов изготавливают из стали 45, и концы их закаливают до твердости не менее HRC 55.
Основные дефекты:
уменьшение длины, снижение твердости закаленного слоя и погнутость.
Уменьшение длины и снижение твердости являются браковочными признаками.
Устранение погнутости осуществляется правкой.
Коромысла клапанов штампуются из стали 45 и имеют закаленный боек до твердости не менее HRC 56.
Основные дефекты:
трещины износ поверхности бойка, износ отверстия под втулку, срыв резьбы.
Трещины являются выбраковочным признаком.
Износ поверхности бойка устраняется наплавкой с последующим шлифованием по шаблону.
Изношенное отверстие под втулку ремонтируют расточкой его под ремонтный размер.
