


Механическая обработка наружных цилиндрических поверхностей
Детали, имеющие форму тел вращения, образуют три класса: валы, втулки и диски.
Валы (валики, оси, пальцы, цапфы и т.д.) — это детали, образованные наружной цилиндрической или конической поверхностью, а также несколькими торцевыми поверхностями.
Втулки (вкладыши, гильзы и т.д.) — это детали, которые имеют наружные и внутренние цилиндрические поверхности.
Диски (шкивы, маховики, кольца, фланцы и т.д.) — это детали, у которых длина (ширина) значительно меньше диаметра.
Обтачивание.
Оборудование: токарные, токарно-винторезные, токарно-револьверные, токарно-карусельные станки, станки с числовым программным управлением (ЧПУ), одно- и многошпиндельные токарные автоматы и полуавтоматы и т.п.
Установ: детали устанавливаются в патроне (двух-, трех-, четырехкулачковом); в центрах с передачей крутящего момента через хомутик; на планшайбе; в цанговом патроне; в патроне с гидропластовым зажимом и т.п.
При обтачивании длинномерных деталей используются люнеты: неподвижные и подвижные, с поджимом задним центром, который может быть жестким или вращающимся.
Инструмент: проходные, подрезные, отрезные и канавочные резцы.
Процесс точения на токарных станках имеет некоторые особенности.
Так, при обточке ступенчатых валов одним резцом в принципе можно использовать один из двух вариантов.
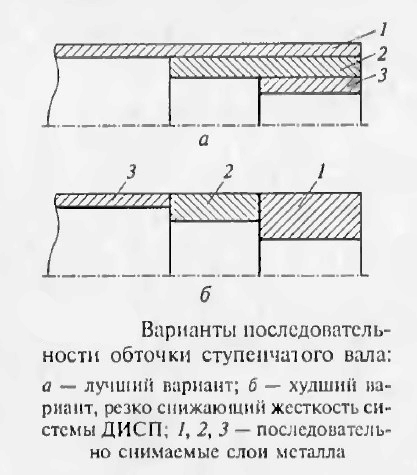
Однако предпочтение следует отдать первому, поскольку он обеспечивает меньшее снижение жесткости системы ДИСП в процессе обработки детали.
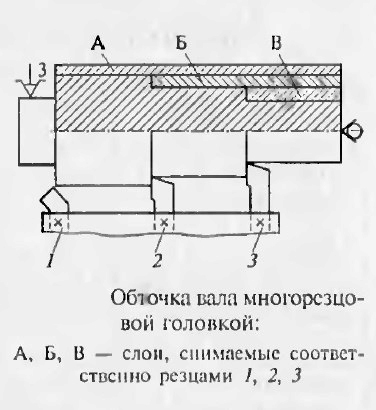
В ряде случаев для повышения производительности применяется обточка многорезцовыми головками.
При необходимости уменьшения шероховатости применяют резцы с закругленной вершиной.
Резец настраивают по высоте так, чтобы его вершина располагалась в горизонтальной плоскости, проходящей через ось шпинделя станка,
Для настройки применяют так называемые высотки или ориентируются по риске на передней бабке станка.
Шлифование.
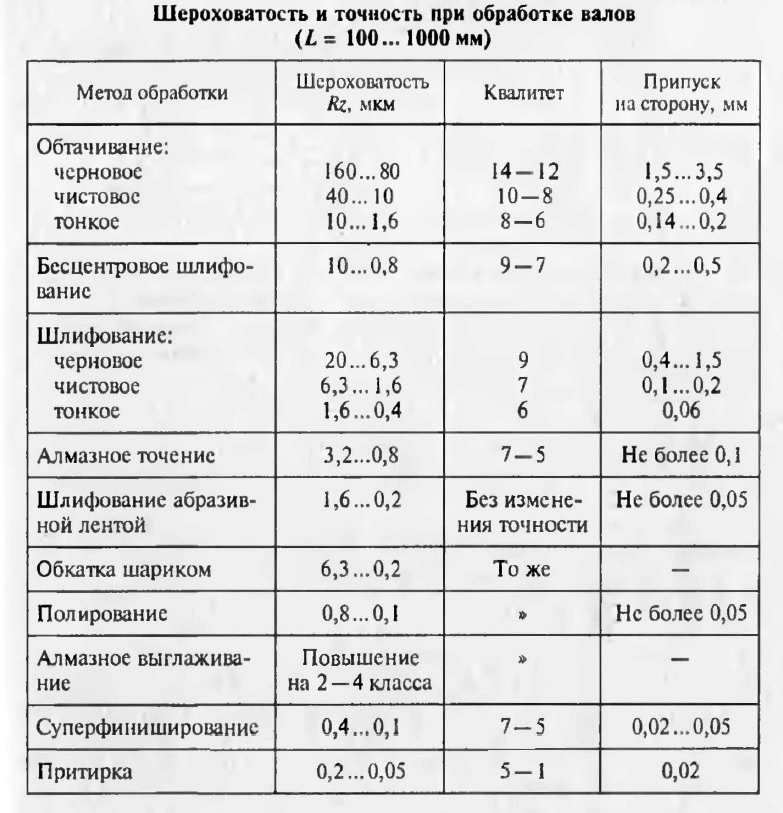
Для обработки наружных цилиндрических поверхностей применяют следующие виды шлифования: обдирочное, предварительное, чистовое и тонкое.
Обдирочное шлифование в ряде случаев проводят вместо предварительной обработки детали точением, когда стойкость резцов при работе по корке мала.
Оборудование: круглошлифовальные, бесцентрово-шлифовальные, ленточно-шлифовальные станки.
Установ: в центрах, с передачей крутящего момента через хомутик; в цанге; в специальном патроне, оснащенном гидрозажимом
Инструмент: керамические, вулканитовые, бакелитовые, а также абразивно металлические шлифовальные (абразивные) круги, в том числе с нанесенной на металлическую поверхность алмазной пудрой или крошкой.
Шлифование на круглошлифовальных станках.
Существуют два способа круглого шлифования — с продольной и поперечной подачей.
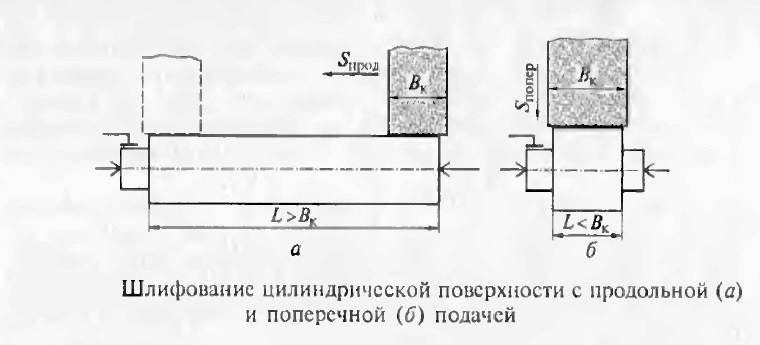
При продольной подаче в конце каждого двойного хода осуществляется поперечная подача, вручную или автоматически.
Величина продольной подачи при предварительном шлифовании составляет 0,5...0,8 ширины абразивного круга Вк, при окончательном шлифовании — (0,2...0,5)Вк.
Снимаемый припуск за каждый проход составляет 0,005...0,02 мм.
В конце обработки проводят «выхаживание» без врезания, что обеспечивает повышение точности и уменьшение шероховатости.
Применяемые скорости шлифовального круга — 30...50 м/с, детали — 10...50 м/мин.
При поперечном шлифовании, например при обработке шеек коленчатого вала, когда шлифовать можно только методом врезания, подача на один оборот дается не более 0.005 мм.
При этом необходимо помнить о том, что для предотвращения возникновения прижогов на поверхности вала и растягивающих остаточных напряжений, приводящих к появлению микротрещин, не следует применять керамические абразивные круги, отличающиеся высокой твердостью.
Шлифование на бесцентрово-шлифовальных станках.
Возможны также два способа шлифования с продольной подачей (сквозное шлифование — напроход) и с поперечной подачей (врезанием).
Продольная подача применяется для шлифования втулок, поршневых пальцев, заготовок пружин подвески для автомобилей ВАЗ (длиной более 8 м), валов и других деталей, не имеющих буртиков.
Заготовка детали входит с одной стороны, а с другой выходит готовая деталь.
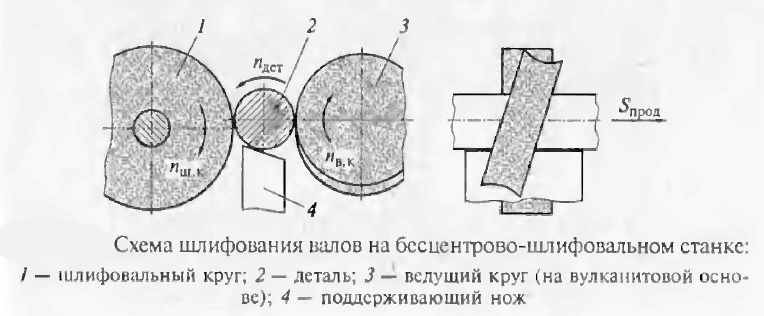
Для автоматического продольного перемещения детали ведущий круг устанавливают под углом α= 1...5° к оси шлифовального круга.
Для обеспечения надежного сцепления с обрабатываемой деталью ведущий круг выполняют на вулканитовой основе, при этом продольная подача Sпрод = 1000... 4000 мм/мин, а величина снимаемого припуска разделяется на две составляющие: припуск на предварительную обработку (0,05...0,1 мм) и окончательную (0,01...0,03 мм).
Поперечная подача применяется для обработки деталей с буртиком или имеющих конусную форму, как, например, у шарового пальца автомобиля ВАЗ.
В данном случае деталь устанавливается на опору сверху или сбоку, а после окончания обработки ведущий круг отводится и деталь снимается.
Преимущества бесцентрового шлифования перед обработкой на круглошлифвальных станках заключаются и следующем:
1) отсутствует необходимость в центровании детали;
2) легковыполнима автоматизация процесса, не требуются люнеты при обработке длинномерных деталей;
3) высокая производительносгь.
К недостаткам бесцентрового шлифования следует отнести:
1) невозможность получения концентрических наружной и внутренней поверхностей:
2) у ступенчатых валиков нельзя шлифовать каждую ступень отдельно, поскольку при этом нельзя обеспечить концентричность их окружностей;
3) сложность настройки для многоступенчатых валиков.
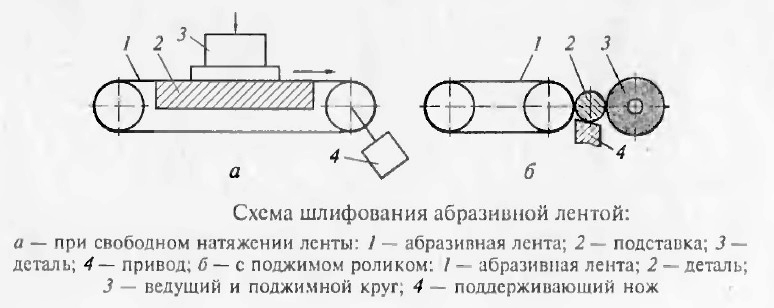
Шлифование абразивной лентой.
Существуют два способа шлифования: при свободном натяжении ленты и с поджимом детали.
Преимущества этого метода шлифования:
1) станки в несколько раз дешевле, чем круглошлифовапьные;
2) проще обслуживание, в частности смена абразивной ленты, требующая приблизительно 2 мин;
3) при износе ленгы диаметр детали не изменяется, что очень важно при копировальных работах.
К недостаткам следует отнести:
I) невозможность получения высокой точности вследствие малой жесткости системы ДИСП;
2) трудность шлифования деталей с уступами;
3) сложность автоматизации процесса шлифования деталей.
Притирка цилиндрических поверхностей.
Эта операция служит для окончательной отделки предварительно отшлифованных цилиндрических поверхностей деталей.
Оборудование: в единичном производстве — обычные токарные станки, в массовом — специальные станки
Установ: деталь зажимается в патроне, с поджимом задним центром
Инструмент: притир из чугуна, бронзы или меди с предварительно шаржированной рабочей поверхностью абразивным порошком (корунд, оксид хрома, оксид железа) с размером зерен 3...20 мкм.

В ряде случаев применяют специальные пасты, которые состоят из абразивных порошков и химически активных вешеств, например паста ГОИ. включающая в себя абразивный порошок (из оксида хрома), олеиновую и стеариновую кислоты
Особенность обработки заключается в том, что на деталь устанавливается притир, на который накладывается зажимная скоба, стягиваемая при помощи болта с гайкой.
При вращении детали и перемещении притира вдоль оси детали обеспечивается равномерный съем металла.
На обработку предусматривается припуск в пределах 5...20 мкм на диаметр.
Процесс трудоемкий, но обеспечивающим высокую точность — до 0,1 мкм.
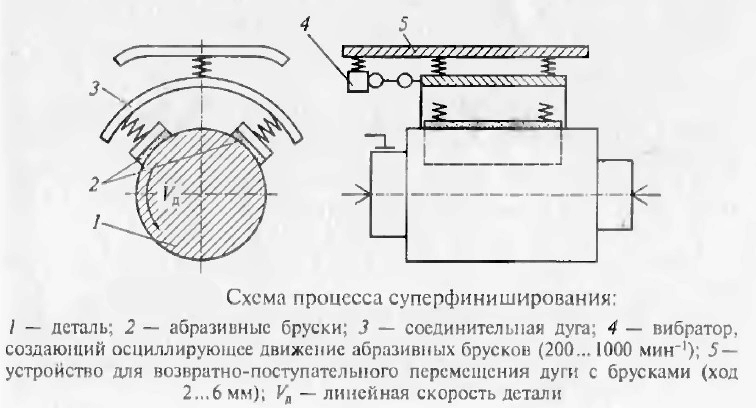
Суперфиниширование.
Основная цель суперфиниширования, например. для шеек коленчатого вала, — создание микрополостей для смазки, что особенно важно в начальный период работы кривошипно-шатунного механизма.
Это достигается с помощью осциллирующих абразивных брусков, обеспечивающих принцип «неповторяющегося следа».
Оборудование: специальные станки.
Например, при обработке шеек коленчатого вала на все коренные и шатунные шейки одновременно устанавливаются абразивные бруски, совершающие в процессе обработки двойное движение.
Установ: в центрах.
Инструмент: абразивные бруски, имеющие зернистость 5...8 мкм
В процессе обработки бруски осуществляют возвратно-поступательное перемещение в пределах 2...6 мм и осциллируют с частотой v = 200...1000 мин-1.
При обработке применяется охлаждение керосином с добавкой 10...15 % веретенного масла.
Среднее давление на бруски составляет 0,5...25 МПа.
Устройство позволяет одновременно обработать за 20 с все коренные и шатунные шейки коленчатого вала в следующем режиме n=135 мин-1, ход 5 мм, v = 450 мин-1.
Главное требование этого процесса — частота колебаний v не должна быть кратной частоте вращения n детали, чтобы обеспечивался принцип «неповторяющегося следа».
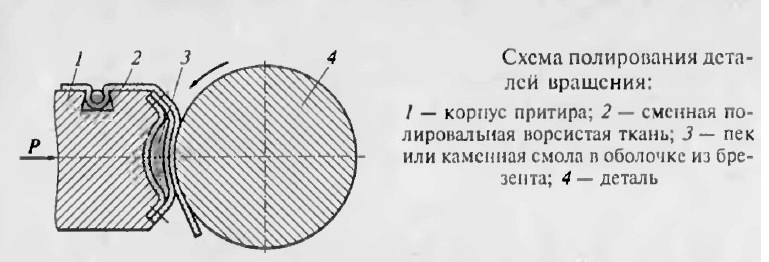
Полирование.
Процесс полирования представляет собой чистовую обработку поверхности детали мягкими кругами с нанесенным на них (шаржированием, наклейкой) мелкозернистым абразивным порошком, смешанным со смазкой.
Оборудование: полировальные бабки, в массовом производстве — полировальные автоматы.
Установ: деталь держат в руках (например, при обработке лопаток компрессора) или устанавливают в переходное приспособление.
Инструмент:полировальные круги из фетра, войлока, кожи, парусины, морской травы, капроновых нитей.
Полирование не исправляет геометрические погрешности и размер.
Главная цель этого процесса — создать в результате обработки при скорости до 40 м/с поверхность с низкой шероховатостью, имеющую зеркальный вид.
