


Методы обработки плоских поверхностей
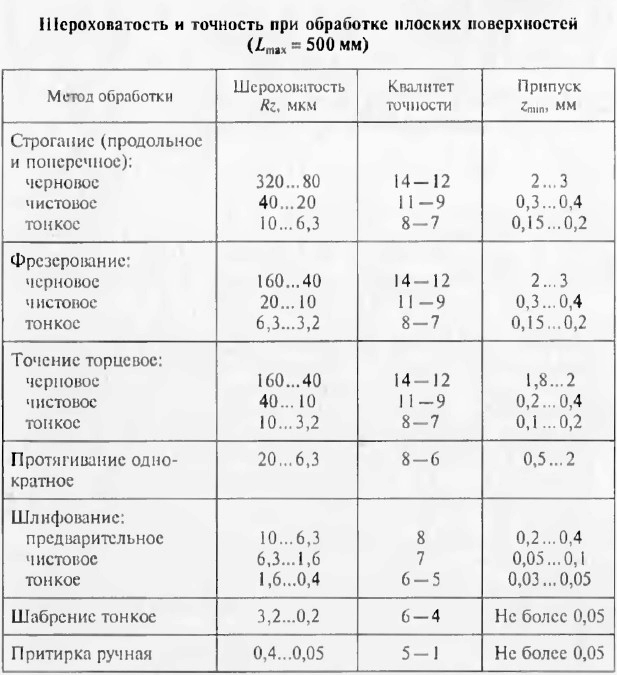
Основная задача при обработке плоских поверхностей — обеспечение заданной точности таких показателей, как отклонение от плоскостности и параллельности, а также заданной шероховатости поверхности после ее обработки.
Строгание плоских поверхностей.
Это наиболее простой метод, обеспечивающий высокую точность по прямолинейности образующих после обработки плоских деталей.
Это объясняется тем, что у всех строгальных станков, поперечных и продольных, направляющая поверхность весьма развита, что гарантирует прямолинейность перемещения резца.
К строгальным операциям относится также процесс долбления.

Оборудование: поперечно-строгальный станок, который иногда используется в АТО и АРО; продольно-строгальный станок для обработки длинномерных деталей, применяемый в специализированном производстве; долбежный станок, предназначенный для изготовления шпоночных пазов.
Установ: при установе длинномерной детали на столе станка желательно, чтобы она не была деформирована.
Для этого используют подводные упоры или подкладки.
Инструмент: применяется простейший резец, который крепится на плите.
В конце каждого рабочего хода станка плита откидывается, в реpультате чего резец скользит по обработанной поверхности.
Это предохраняет инструмент от поломки и ускоренного износа из-за наличия упругой деформации системы ДИСП,
Для повышения производительности процесса строгания длинномерных деталей на резцовой головке устанавливается второй резец, работающий при движении детали в обратную сторону.
Фрезерование.
Процесс фрезерования имеет высокую производительность и широко применяется для всех случаев обработки плоских поверхностей, изготовления шпоночных пазов и других подобных операций.
Оборудование; горизонтально-фрезерный, вертикально- фрезерный и универсально-фрезерный станки.
Практически во всех АТО и АРО такие станки имеются.
В специализированных организациях применяют продольно-, карусельно-, барабанно-фрезерные станки и т.п.
Установ: деталь устанавливается на плоскости стола станка или на поворотном столе, а при необходимости — в делительное приспособление.
Инструмент: фрезы цилиндрические (катушечные); дисковые пазовые, двух- и трехсторонние; прорезные и отрезные; концевые (пальцевые); шпоночные.
Фреза устанавливается в конусное отверстие шпинделя станка.
Крутящий момент передается на нее через шпонки на фланце шпинделя станка.
Рассмотрим особенности процесса фрезерования цилиндрическими фрезами на примере двух различных, методов, встречного и попутного фрезерования.
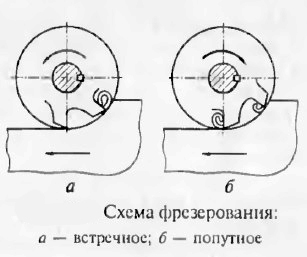
При встречном методе зуб, скользя, создает наклеп, который следующий зуб должен будет обрабатывать.
Это приводит к ускоренному затуплению зубьев, хотя внешне качество обработки хорошее.
При попутном фрезеровании каждый зуб фрезы начинает съем металла с максимальной толщины и при выходе из детали трения практически не испытывает.
В этом случае наряду с повышением производительности уменьшается скорость затупления зубьев фрезы.
Однако метод попутного фрезерования требует повышенной жесткости системы ДИСП.
Протягивание.
Процесс протягивания имеет высокую производительность и низкую себестоимость и поэтому широко применяется в крупносерийном и массовом производстве при обработке плоскостей, канавок и пазов.
Поскольку на одном протяжном станке можно обрабатывать детали различного типа, то в АРО применение протягивания целесообразно при изготовлении различных дополнительных переходников.
Оборудование: горизонтально- и вертикально-протяжной станки.
Установ: деталь, в которой, например, необходимо выполнить шпоночный паз или шлицы, устанавливается на оправку с адаптером под протяжку.
Инструмент: многозубые протяжки различной формы: плоские, фигурные, комбинированные, шлицевые и т.п.
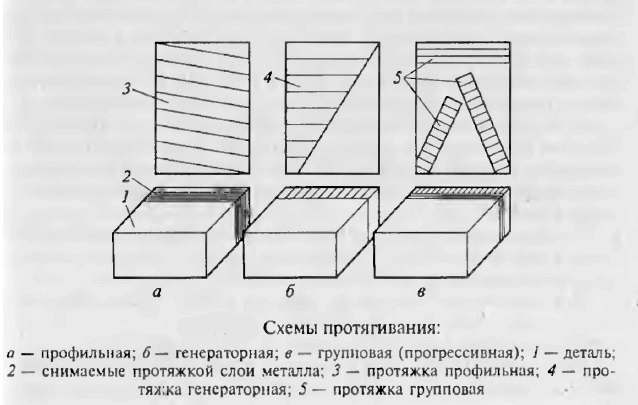
Осуществляют три схемы протягивания: профильная (обычная схема), генераторная и групповая (прогрессивная схема).
На ВАЗе в ряде случаев применяется протягивание необработанной заготовки, чем обеспечиваются высокая производительность и высокая точность, что весьма важно для создания базовых поверхностей.
Скорость протягивания: для стали и чугуна — обычно 5... 15 м/мин, для получения высокой точности и низкой шероховатости — 1...2 м/мин.
Обработка чугуна протяжками из твердого сплава ВК.6М ведется на скорости до 100...120 м/мин.
Шлифование плоскостей.
Шлифование плоских поверхностей в автомобильной технике обеспечивает создание надежных контактных уплотнений по различным плоским поверхностям.
Оборудование: плоскошлифовальный, карусельно-шлифовальный и двусторонний (барабанный) шлифовальный станки.
Установ: жестко на столе станка с притяжением магнитной плитой.
Инструмент: шлифовальные круги цилиндрические и сегментные для исключения прижогов, а также круги на бакелитовой основе.
Плоское шлифование применяется для обдирочной, черновой и чистовой обработки.
Обдирочное шлифование в ряде случаев осуществляется вместо чернового точения или фрезерования, когда на поверхности детали имеется твердая корка.
Схема двухстороннего шлифования применяется на ВАЗе, например, при изготовлении поршневых колец.
На кругло-шлифовальном станке деталь можно обработать за один оборот стола, например, при скорости перемещения стола 0,5...3 м/мин, сняв весь припуск.
Удобно устанавливать и снимать обработанные детали.
При многопроходном шлифовании, когда скорость перемещения стола составляет 15...20 м/мин, производительность ниже, так как требуется время на установку и съем детали.
Притирка плоских поверхностей.
Притирку применяют для окончательной обработки особо точных плоских поверхностей, например, мерных плиток, у которых точность размера выдерживается в пределах сотых долей микрометра.
Притирку осуществляют абразивными или алмазными микропорошками.
Деталь перемещают относительно притира (или наоборот) со скоростью 10...100 м/мин и прижимают к его рабочей поверхности силой, создающей давление в пределах 20...200 кПа.
Передвижение детали относительно притира должно быть хаотичным.
Оборудование: притирочные плиты, которые для точной доводки поверхностен изготавливаются из чугуна, стали, стекла, керамики, меди и латуни.
В АТО и АРО притирочные плиты выполняются из чугуна с шаржированием их поверхности абразивной пастой.
Установ: деталь кладут рабочей плоскостью на поверхность притирочной плиты (без ограничения и какой-либо фиксации) и вручную хаотически перемещают относительно плиты.
Инструмент — паста, содержащая абразив, олеиновую кислоту, стеарин, парафин и керосин.
Для доводки незакаленной и закаленной стали применяют карбид кремния и электрокорунд; для доводки деталей из чугуна — карбид кремния: для бронзы, латуни, меди и алюминиевых сплавов — оксид хрома и оксид алюминия.
