


Обработка внутренних цилиндрических поверхностей(отверстий)
Изготовление и обработка отверстий — это разные процессы.
Изготовление отверстий связано с выполнением их в сплошном металле, например, под масляные каналы в блоке цилиндров, коленчатом и распределительном валах, под крепежные детали и т.п.
Обработке подвергают отверстия, уже выполненные, например, литьем, в таких деталях, как блок цилиндров и т. п.
Отверстия в деталях машин бывают цилиндрические, ступенчатые, конические, фасонные, открытые и глухие.
Получить одинаковую точность по величине допуска при изготовлении отверстия значительно труднее, чем при обработке наружных поверхностей, поэтому, как правило, квалитеты для отверстий задают несколько большими, чем для валов тех же диаметров.
Обработка отверстий проводится со снятием и без снятия стружки.
Так, обработка отверстий со снятием стружки выполняется лезвийным и абразивным инструментом.
Изготовление отверстия без снятия стружки осуществляется пробиванием их в штампах, прошиванием, раскатыванием, калиброванием.
Сверление отверстий в сплошном металле.
Оборудование: сверлильный, радиально-сверлильный и настольно-сверлильный станки.
Установ: здесь отметим установ как детали, так и инструмента.
Деталь устанавливается с учетом правила базирования в приспособлении при соответствующем надежном ее креплении;
инструмент — сверло — устанавливается в конусное отверстие шпинделя станка так, чтобы лапка сверла вошла в паз шпинделя.
Инструмент: спиральное сверло, у которого имеются две режущие кромки, перемычка и две базирующие ленточки; сверло для глубокого сверления и др.
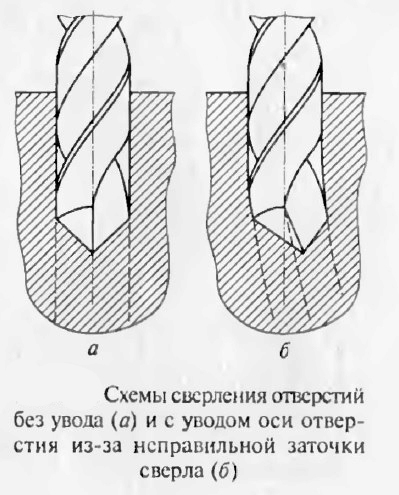
Основные дефекты, возникающие при сверлении отверстий, - разбивка отверстия и увод оси отверстия, - связаны с неправильной заточкой сверла.
Для сверления глубоких отверстий, например, в распределительном вале ДВС применяют специальные сверла, называемые пушечными.
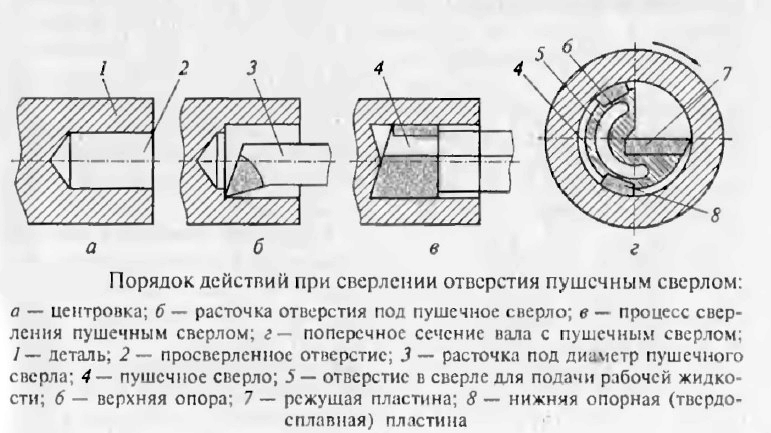
Порядок работы с ними следующий:
жестким инструментом сверлят неглубокое отверстие, которое затем растачивают под диаметр сверла для глубокого сверления.
Сверло имеет три продольно расположенных направляющих элемента (обычно из твердого сплава) и внутреннее отверстие, через которое подается смазывающе-охлаждаюшая жидкость (СОЖ) для вымывания стружки из зоны резания.
В расточенное отверстие вводится передняя часть сверла, закрепленного на суппорте, и сверлится отверстие на любую длину.
Зенкерование.
Для обработки отверстий после сверления, литых или прошитых на прессовом оборудовании отверстий проводится зенкерование.
Эта операция подготавливает отверстия под последующее развертывание, растачивание или протягивание, обеспечивая устранение увода оси отверстия.
Оборудование и базирование: как при сверлении.
Инструмент: зенкер (многозубый жесткий инструмент) с цельными или вставными твердосплавными ножами.
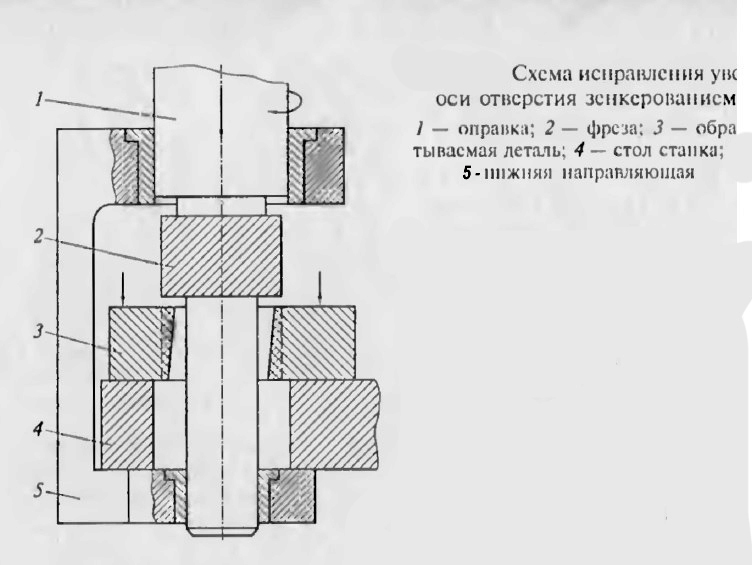
Для устранения увода оси отверстия в деталях диаметром более 25 мм целесообразно применять верхние и нижние направляющие.
Зенкерование применяется, например, для создания плоской опоры.
Развертывание.
Процесс развертывания незаменим при изготовлении призонных отверстий у двух соединяемых деталей, например отверстий в шатуне ДВС, проходящих через шатун и его крышку.
Оборудование: при развертывании вручную никакого оборудования не требуется, кроме приспособления для крепления соединяемых деталей; при машинном развертывании подойдет любой станок, например токарный.
Установ: так как развертка при обработке перемещается вдоль оси имеющегося отверстия, то увод оси отверстия она не устраняет.
Поэтому при ручном развертывании вопрос о базировании инструмента не возникает.
При машинном развертывании развёртка должна иметь шарнирное крепление.
Инструмент: развертка по сравнению с зенкером имеет большее число зубьев.
Небольшие по высоте зубья предназначены для снятия незначительного припуска.
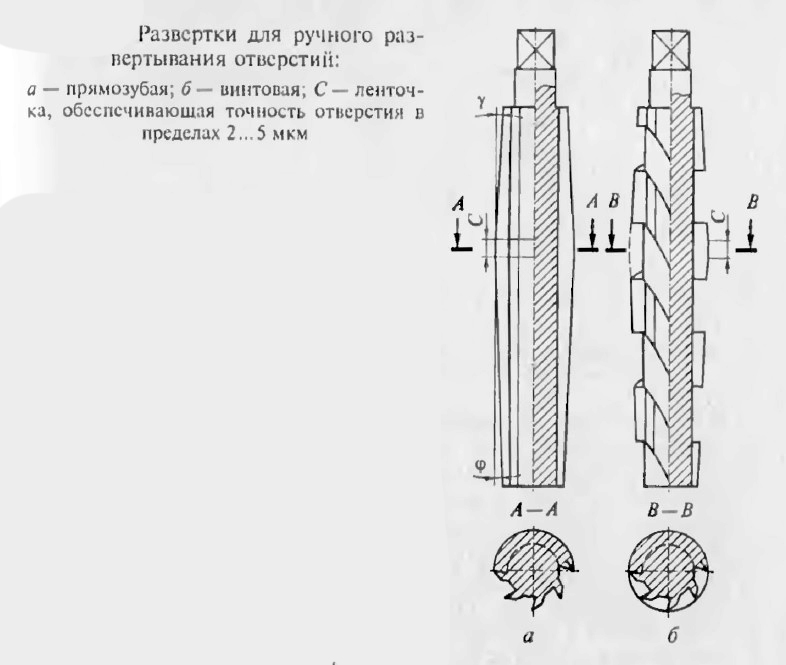
В ряде случаев, когда требуется снять сравнительно большой припуск или повысить точность отверстия применяют набор разверток, которые имеют в верхней части отметки в виде кольцевых надрезов.
Обработка отверстий шлифованием
Все детали с отверстиями, по которым предусматривается посадка для сопрягаемой детали, как правило, обрабатываются шлифованием.
Поскольку шлифовальные круги малых диаметров имеют меньшую стойкость, чем при круглом шлифовании, то скорость шлифования значительно ниже, а твердость этих кругов выше.
Оборудование: внутришлифовальные, унивсрсально-шлифовальные и бесцентрово-шлифовальные станки.
Установ: в магнитном или цанговом патроне, а также в патроне с гидропластовым зажимом.
Инструмент: абразивные круги малого диаметра из керамического связующего и мелкозернистого абразива.
При этом, например, для абразивного круга диаметром 10 мм при частоте вращения шпинделя 10 000 мин-1 достигается скорость 5 м/с.

Шлифование отверстий осуществляется следующими способами:
деталь закрепляется в магнитном или цанговом патроне и вращается. Шлифовальный круг приводится во вращение с помощью ременной передачи от электро- или пневмопривода (бормашина);
деталь (корпусная) неподвижна, а шлифовальный круг приводится в движение от шпинделя. Таким способом можно шлифовать обратный конус;
на бесцентрово-шлифовальных станках шлифуются сквозные и глухие отверстия диаметром от 10 до 200 мм. Шлифовальный круг 4 совершает возвратно-поступательное движение (подача Sпрод) и вращается с частотой nш.к. Частота вращения детали и вспомогательного круга соответственно nдет. и nв.к.
Хонингование.
Применяется для окончательной доводки отверстий после предварительной расточки, развертывания или шлифования, а также для создания микрополостей, необходимых для размещения смазки в зоне контакта трущихся пар, например цилиндропоршневой группы ДВС.
Оборудование: хонинговальный станок, обеспечивающий возвратно-поступательное вертикальное перемещение шпинделя при его непрерывном вращении.
Установ: деталь устанавливается в зажимное приспособление, желательно с цанговым зажимом, соосно со шпинделем станка.
Инструмент: хонинговальная головка, имеющая 4. 6 и более абразивных раздвижных брусков, совершающих возвратно-поступательное движение.
Бруски подпружинены к корпусу головки и раздвигаются с помощью механического, гидравлического или пневматического устройства.
Хонинговальная головка должна быть соединена со шпинделем станка не жестко, а через шарнир или эластичную муфту.
Принцип хонингования заключается в соблюдении условия перекрещивания следов обработочных рисок.
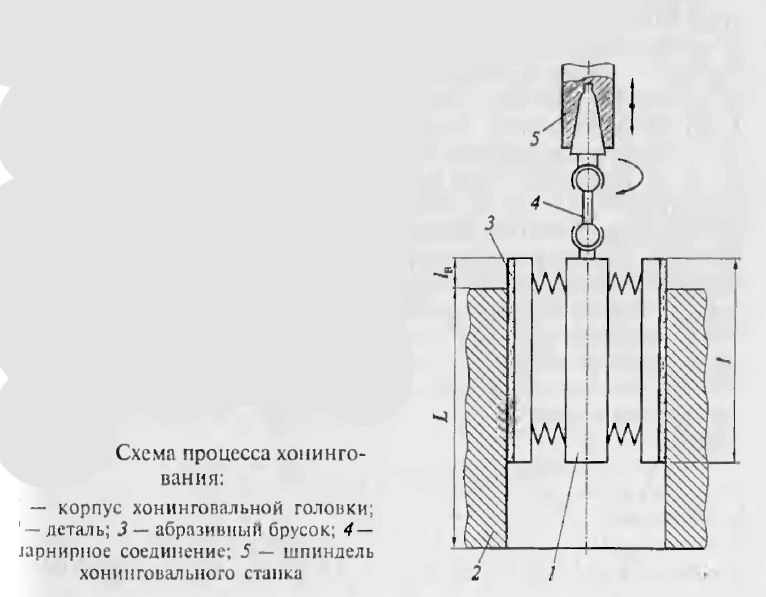
Это условие соблюдается, если отношение
K= Vшп./ Vвп
где Vшп.-линейная скорость вращения шпинделя станка; Vвп - скорость возвратно-поступательного движения хонинговальной головки, не равно целому числу.
Если длина обрабатываемой поверхности цилиндра равна L, то длина абразивных брусков l должна быть заключена в следующих пределах: l = (0.5...0,75)L.
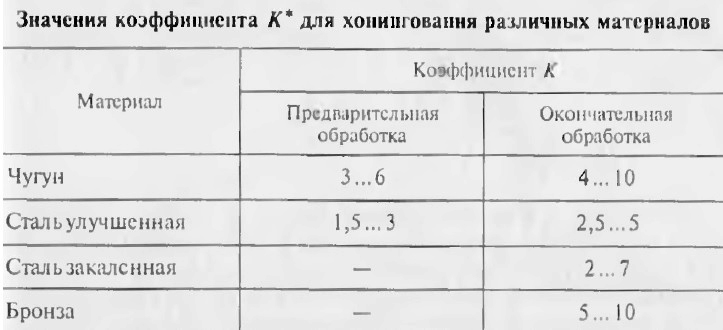
При хонинговании деталей необходимо выдерживать удельное радиальное давление в пределах до 1,2 МПа, уменьшая его при начальной обработке и при «выхаживании» до 0,2...0,4 МПа.
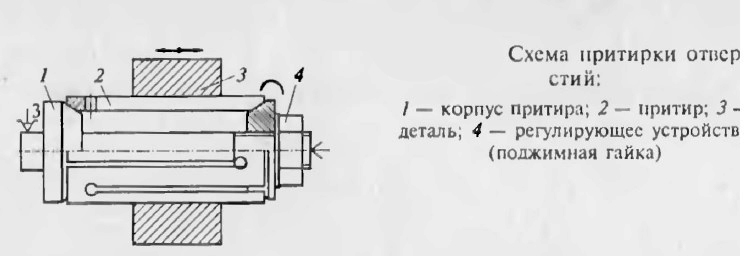
Притирка отверстий (доводка).
Для деталей автомобилей процecc притирки имеет в ряде случаев первостепенное значение, например при изготовлении или восстановлении золотниковых пар для систем, обеспечивающих впрыскивание топлива в камеру сгорания.
Поэтому притирка является процессом высокопрецизионной отделки поверхности, обеспечивающим точность в пределax 5-1 квалитетов и шероховатость до 0,05 мкм.
Оборудование — любой токарный станок.
Установ: деталь помещается непосредственно на притире, закрепленном в трехкулачковом патроне с поджимом задним центром.
Инструмент: чугунный или медный притир, шаржированный абразивной пастой.
Выполняется в виде цанги, насаженной на два конyca с передней и задней стороны.
Процесс притирки, весьма трудоемкий, заключается в следующем.
Деталь своим отверстием насаживается на притир, закрепленный в патроне, который после установки детали поджимается задним центром.
После этого включается вращение шпинделя станка и производится несколько возвратно-поступательных перемещений детали относительно притира при небольшом поджиме цангового притира.
Затем задняя бабка отводится, деталь снимается, и измеряется ее внутренний диаметр.
Эти действия повторяются многократно до получения требуемого диаметра, допуск на который обычно находится в пределах нескольких микрометров.
Припуски, оставляемые после шлифования на притирку, составляют: для предварительной притирки — 5...15 мкм, для окончательной — до 5 мкм.
Методы обработки отверстий в корпусных деталях.
Главной особенностью при обработке отверстий в корпусных деталях являете обеспечение соосности отверстий при соблюдении заданных технических требований.
Сюда входят: параллельность оси отверсти базовой плоскости детали, отклонение от соосности одной части отверстия от другой (если оно изготавливается при повороте детали на угол 180°) не выше заданного допуска.
То же самое относится и к конусности отверстия, выполняемого при значительном увеличении вылета шпинделя.
Оборудование: любой горизонтально-расточной станок.
Установ: деталь помешается непосредственно на столе расточного станка, со строгой ориентацией относительно направляющих стола.
Инструмент: оправка или борштанга с конусом для базирования в шпинделе расточного станка.
На конце или в средней части инструмента выполняются места для установки и закрепления режущего инструмента, например резца.
Для точного соблюдения размеров в ряде случаев устанавливаются специальные головки, которые позволяют за счет удержания рукой вращающейся части шпинделя изменять размер в пределах одного микрометра.
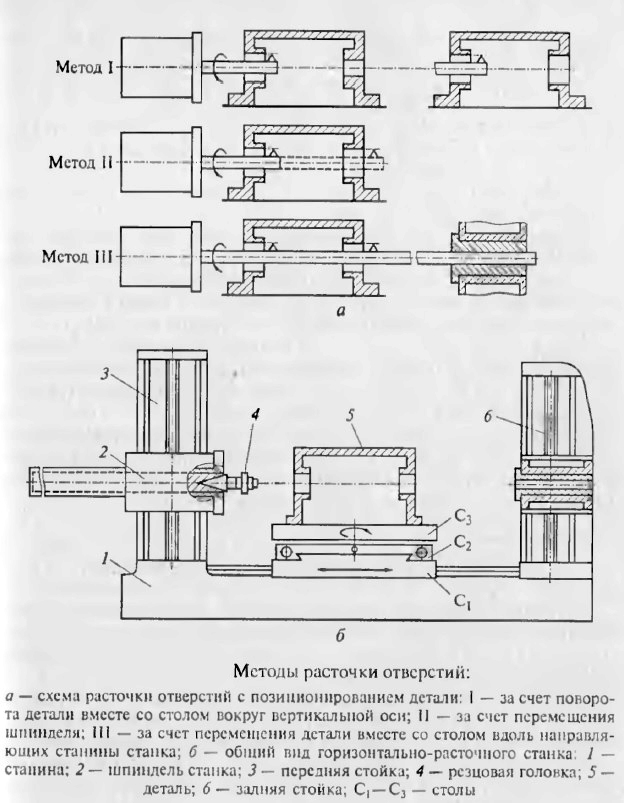
стол С1 может перемещаться только вдоль станины 1;
стол С2 — в направлении, перпендикулярном оси шпинделя 2 станка;
стол С3 может поворачиваться вокруг своей вертикальной оси на заданный угол.
Станок имеет две кинематически связанные стойки — переднюю 3 и заднюю 6, которые обеспечивают синхронное перемещение шпинделя 2 и направляющей втулки в задней стойке 6.
Деталь 5 перед обработкой устанавливается и закрепляется на верхнем столе С3.
Позиционирование обрабатываемого отверстия может осуществляться:
посредством поворота стола С3 на любой угол, в частности (метод 1) с поворотом на 180°;
посредством выдвижения шпинделя станка для получения необходимого вылета. В этом случае обеспечиваются высокие показатели соосности двух изготавливаемых отверстий, однако необходимо проверять деталь на наличие конусности во втором отверстии, возникающей из-за уменьшения жесткости системы ДИСП;
путем использования длинной скалки (борштанги), базирующейся в передней и задней стойках станка, и перемещения детали 5 со столом С1. Этот вариант обеспечивает наибольшую точность при расточке отверстий любой длины.
Для достижения высокой точности при выполнении работ на расточных станках (горизонтальных и вертикальных) они, как правило, устанавливаются в изолированных помещениях, в которых поддерживается стабильная температура
