


Вибродуговая наплавка
Этот способ наплавки является разновидностью дуговой наплавки металлическим электродом.
Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность.
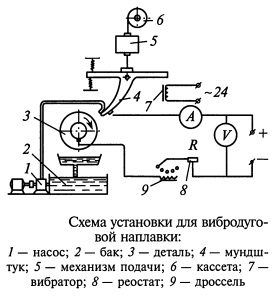
Деталь 3, подлежащая наплавке, устанавливается в патроне или в центрах токарного станка.
На суппорте станка монтируется наплавочная головка, состоящая из механизма 5 подачи проволоки с кассетой 6, электромагнитного вибратора 7 с мундштуком 4.
Вибратор создает колебания конца электрода с частотой 110 Гц и амплитудой колебания до 4 мм (практически 1,8...3,2 мм), обеспечивая размыкание и замыкание сварочной цепи.
При периодическом замыкании электродной проволоки и детали происходит перенос металла с электрода на деталь.
Вибрация электрода во время наплавки обеспечивает стабильность процесса за счет частых возбуждений дуговых разрядов и способствует подаче электродной проволоки небольшими порциями, что обеспечивает лучшее формирование наплавленных валиков.
Электроснабжение установки осуществляется от источника тока напряжением 24 В.
Последовательно с ним включен дроссель 9 низкой частоты, который стабилизирует силу сварочного тока.
Реостат 8 служит для регулировки силы тока в цепи.
В зону наплавки при помощи насоса 1 из бака 2 подается охлаждающая жидкость (4...6%- ный раствор кальцинированной соды в воде), которая защищает металл от окисления.
К преимуществам способа относятся:
небольшой нагрев деталей, не влияющий на нагрев деталей;
небольшая зона термического влияния;
высокая производительность процесса;
возможность получать наплавленный слой без пор и трещин;
минимальная деформация детали, которая не превышает полей допусков посадочных мест.
К недостаткам способа относят снижение усталостной прочности деталей после наплавки на 30...40 %.
Качество соединения наплавленного металла с основным зависит от полярности тока, шага наплавки (подача суппорта станка на один оборот детали), угла подвода электрода к детали, качества очистки и подготовки поверхности, подлежащей наплавлению, толщины слоя наплавки и др.
Высокое качество наплавки получают при токе обратной полярности («+» на электроде, «—» на детали), шаге наплавки 2,3...2,8 мм/об и угле подвода проволоки к детали 15... 30°.
Скорость подачи электродной проволоки не должна превышать 1,65 м/мин, а скорость наплавки — 0,5...0,65 м/мин.
Наибольшая скорость наплавки
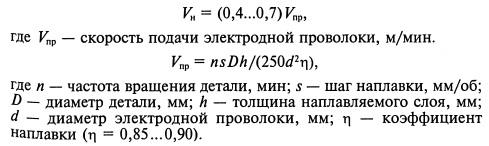
Надежное сплавление обеспечивается при толщине наплавленного слоя, равной 2,5 мм.
Структура и твердость наплавленного слоя зависят от химического состава электродной проволоки и количества охлаждающей жидкости.
Если при наплавке используется проволока Нп-80 (содержание углерода 0,75...0,85 %), то валик в охлаждающей жидкости закаляется до высокой твердости (26...55 HRC,).
При использовании при наплавке низкоуглеродистой проволоки Св-08 твердость поверхности наплавки равна 14...19 HRC3.
Вибродуговой наплавкой восстановливают детали с цилиндрическими, коническими наружными и внутренними поверхностями, а также с плоскими поверхностями.
При однослойной наплавке толщина слоя колеблется от 0,5 до 3 мм, а при многослойной наплавке ее можно получить любой толщины.
Рациональный режим наплавки:
напряжение — 28...30 В;
сила тока — 70...75 А (диаметр проволоки 1,6 мм);
скорость подачи проволоки — 1,3 м/мин;
скорость наплавки — 0,5... 0,6 м/мин;
амплитуда вибрации — 1,82 мм.
