


Восстановление формы деталей
Во время эксплуатации у многих деталей появляются остаточные деформации: изгиб, скручивание, коробление и вмятины (валы, оси, рычаги, рамы, балки, и др.).
Для устранения этих дефектов используют правку.
В зависимости от степени деформации и размеров детали применяют механический, термомеханический и термический способы правки.
При механической правке используют два способа: давлением и наклепом.
Механическ
я в холодном состоянии или с нагревом.
Правку в холодном состоянии осуществляют у валов диаметром до 200 мм в том случае, если величина (стрела) прогиба ƒ не превышает 1
ая правка давлением может производитьс мм на 1 м длины вала.
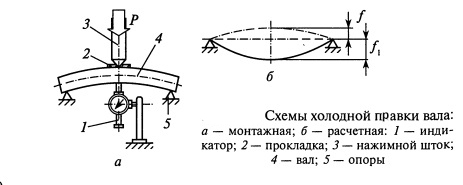
За размер стрелы прогиба принимают половину числового значения биения вала, показываемого индикатором.
Для правки вал 4 ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной вверх и перегибают нажимом штока 3 пресса через прокладку 2 из цветного сплава так, чтобы обратная величина прогиба ƒ1 была в 10...15 раз больше того прогиба ƒ, который имел вал до правки.
Точность правки контролируют индикатором 1.
Пресс выбирают по усилию правки, которое рассчитывают по формуле ,

Недостатки механической холодной правки — это опасность обратного действия, снижения усталостной прочности и несущей способности детали.
Опасность обратного действия вызвана возникновением неуравновешенных внутренних напряжения, которые с течением времени, уравновешиваясь, приводят к объемной деформации детали.
Ухудшение усталостной прочности деталей происходит за счет образования в ее поверхностных слоях мест с растягивающими напряжениями, причем снижение усталостной прочности достигает 15...40 %.
Для повышения качества холодной правки применяют следующие способы:
выдерживание детали под прессом в течение длительного времени;
двойная правка детали, заключающаяся в первоначальном перегибе детали с последующей правкой в обратную сторону;
стабилизация правки детали последующей термообработкой.
Последний способ дает лучшие результаты, но при нагреве может возникнуть опасность нарушения термической обработки детали, кроме того, он дороже первых двух.
Механическая горячая правка производится при необходимости устранения больших деформаций детали и осуществляется при температуре 600... 800 °С.
Нагревать можно как часть детали, так и всю деталь.
Правка завершается термической обработкой детали.
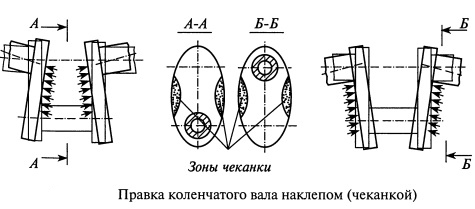
Правка наклепом (чеканкой) не имеет недостатков, присущих правке давлением.
Она обладает простотой и небольшой трудоемкостью.
При правильной чеканке достигаются:
высокое качество правки детали, которое определяется стабильностью ее во времени;
высокая точность правки (до 0,02 мм);
отсутствие снижения усталостной прочности детали;
возможность правки за счет ненагруженных участков детали.
В качестве инструмента для чеканки применяются пневматические или ручные молотки.
От наносимых ударов в поверхностном слое детали возникают местные напряжения сжатия, которые вызывают устойчивую деформацию детали.
Продолжительность правки зависит от материала детали, энергии удара и конструкции ударного бойка.
Термический способ правки заключается в нагревании ограниченных участков детали (вала) с выпуклой стороны.
В результате нагревания металл стремится расшириться.
Противодействие соседних холодных участков приводит к появлению сжимающих усилий.
Выправление вала происходит под действием стягивающих усилий, которые являются результатом пластического упрочнения волокон.
Эффективность правки зависит от степени закрепления концов детали — при жестком закреплении прогиб устраняется в 5...10 раз быстрее, чем при незакрепленных концах балки.
Оптимальная температура нагрева стальных деталей составляет 750...850°С.
При термомеханическом способе правки осуществляют равномерный прогрев детали по всему деформированному сечению с последующей правкой внешним усилием.
Нагрев осуществляется газовыми горелками до температуры отжига (750...800 °С).
Правка и рихтовка без нагрева вмятин капотов, крыльев применяется, если толщина их стенок не превышает 1 мм.
Процесс предварительного выравнивания вмятин происходит выбиванием вогнутой части детали до получения у нее правильной формы и его называют выколоткой.
Процесс окончательного выглаживания поверхности после выколотки называют рихтовкой.
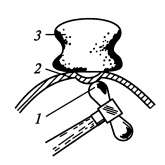
При правке вмятины под нее устанавливают поддержку 3; ударами выколоточного молотка по вмятине выбивают ее до уровня неповрежденной части поверхности.
Подравнивают деревянной или резиновой киянкой оставшиеся после выколотки бугорки.
При правке вмятин соблюдают следующие требования:
глубокие вмятины без острых загибов и складок выравнивают, начиная с середины и постепенно перенося удары к краю; вмятины с острыми углами выбивают, начиная с
острого угла или с выправки складки;
пологие вмятины выправляют с краев, постепенно перенося удар к середине.
Рихтовка может быть ручная и механизированная.
Ручную рихтовку выполняют рихтовальными молотками и поддержками, которые подбирают по профилю восстанавливаемых панелей.
Под растянутую поверхность подставляют поддержку 3, которую одной рукой прижимают к панели.

По лицевой стороне восстанавливаемой поверхности наносят частые удары рихтовальным молотком 4 так, чтобы они попадали на поддержку.
При этом удары постепенно переносят с одной точки на другую, осаживая бугорки и поднимая вогнутые участки.
Рихтовку продолжают до тех пор, пока ладонь руки не перестанет ощущать шероховатость.
При работе необходимо ударять всей плоскостью головки молотка.
Удары острым краем головки оставляют насечки (рубцы), которые трудно удалить.
